A supplier may promise huge monthly output. I have learned that late delivery and unstable quality usually start when those numbers were never real in the first place.
I evaluate real air fryer factory capacity by checking whether the factory can make enough good units on time under normal shifts, normal defect levels, and real bottleneck limits. I focus on takt time, bottleneck cycle time, yield, testing capacity, labor stability, and recent output records for similar models.

When I review a new air fryer supplier, I do not start with the monthly output claim in a sales deck. I start with one simple question: can this factory produce enough qualified units for my delivery plan without depending on luck, overtime abuse, or last-minute outsourcing? In our daily factory work, I have seen how easy it is to talk about “50,000 units per month” and how hard it is to prove that number on a real line with real people, real defect rates, and real component flow. A factory’s real capacity is not the highest number it can say in a meeting. It is the number of good units it can repeat under normal operating conditions. That is the number I trust, and that is the number buyers should build their schedules around.
How to Verify an Air Fryer Factory’s Claimed Monthly Output Against Real Line Capacity?
Big monthly volume claims sound strong. Still, I only trust them after I compare the required production pace with the real line speed at the bottleneck station.
To verify claimed monthly output, I calculate the required takt time from the order and delivery window, then compare it with the actual bottleneck cycle time, daily good-unit output, shift hours, and yield rate. If the bottleneck cannot support the pace, the monthly claim does not matter.

I like to begin with the buyer’s real need, not the supplier’s brochure. If I need 30,000 air fryers shipped in 30 production days, I first calculate the pace the factory must hold each day. That means I break the order into daily required output, then into hourly required output based on real working time. This gives me the required takt time. Takt time is simply the pace needed to finish the order on time.1 If the line needs to produce one good unit every 20 seconds to hit the target, I want to know whether the line can actually do that under normal conditions.
Then I move to the floor reality. I ask for the line layout by station and the cycle time at each step. In air fryer production, one slow station can decide the whole result. It may be heating-element assembly, wiring, burn-in, final function test, or final packing. If the slowest station can only release one good unit every 28 seconds, then a 20-second takt target is not real unless the factory adds capacity in a believable way.2 This is where many supplier claims fall apart. They talk about installed lines, but they do not show bottleneck pace.
I also ask for daily output records for the last 30 days for similar models. I do not want only peak-day numbers. I want normal-day records. I compare gross assembled units with good units that passed testing and inspection.3 In our production reviews, this difference matters a lot. A line may assemble 3,000 units in a day but only release 2,500 good units after rework and failed tests. Buyers ship good units, not hopeful units.
Another thing I check is whether the claimed monthly output assumes one shift, two shifts, or a heavy overtime pattern. A factory may reach a high number for a short burst, but that does not mean it can hold the same pace across an entire order.4 Normal operating conditions tell me far more than theoretical maximum.
This is the simple way I compare claim and reality:
| Check item | What I review | Why it matters |
|---|---|---|
| Required order pace | Daily and hourly output needed | Shows what the factory must really achieve |
| Takt time | Pace needed to meet delivery | Converts demand into line speed |
| Bottleneck cycle time | Slowest station on the line | Sets real maximum output |
| Good units per shift | Passed units, not gross units | Shows usable capacity |
| Yield and rework | First-pass result and losses | Shows whether output is repeatable |
| Recent output logs | Last 30 days for similar SKUs | Shows real operating history |
When these numbers fit together, I trust the capacity story more. When the supplier gives only monthly volume without cycle time, yield, or recent records, I assume the number is more sales language than factory truth.
Which Production Bottlenecks Most Often Limit Air Fryer Factory Throughput?
Final assembly looks busy, so many buyers think it decides output. In my experience, the real limit often sits in a slower technical process behind the main line.
The most common air fryer bottlenecks are heating-element assembly, internal wiring, functional testing, burn-in, final inspection, and packaging. True capacity depends on the slowest stable step, not on how fast the factory can move half-finished units down the line.

When I walk a line, I do not just count workers. I watch where units wait. That is where the truth usually is. A line can look busy and still be blocked by one slow process. In air fryer production, I often see a mismatch between assembly speed and testing speed. Operators can mount parts quickly, but testing equipment may not release units fast enough. That creates a queue, and the queue tells me the real limit.
Heating-element assembly is one common bottleneck because it affects both safety and consistency. If the element installation or related fastening work is slow, the entire line feels it. Wiring is another sensitive step. Bad wiring creates both speed loss and defect risk5. If workers need too much time to route and secure wires, or if mistakes are frequent, output drops even before testing begins.
Functional testing and burn-in are often even more important. Many factories can build faster than they can test. For air fryers, this matters because performance, heating response, safety behavior, and control function all need confirmation6. A factory that has only a few test stations may assemble quickly but still fail to release enough finished goods7. I have also seen packaging become the limit. This sounds simple, but it matters when color boxes, inserts, labels, carton marks, and drop-test requirements get more complex for OEM orders.
I also pay attention to upstream bottlenecks. A factory may have enough final assembly stations but still be limited by plastic parts, metal parts, baskets, control boards, or heating components. In our own project planning, this is why we never treat the final line as the whole story. A fast line without stable part flow is just an empty promise.
The buyer should ask which station is slowest today, not only which station was slowest last year. Real bottlenecks move when product structure, labor mix, or customer requirements change8.
Here is how I think about common limits:
| Process step | Why it becomes the bottleneck | What I look for |
|---|---|---|
| Heating-element assembly | Safety-sensitive and time-consuming | Stable work pace and low defect handling |
| Wiring | Manual work with error risk | Clear routing, trained operators |
| Functional test | Equipment and dwell-time limit | Enough testers for target output |
| Burn-in | Time-based throughput cap | Number of positions and batch turnover |
| Final inspection | Quality gate before packing | Real release speed, not surface checks |
| Packaging | OEM detail can slow flow | Label, insert, carton, and seal efficiency |
| Parts feeding | Missing parts stop all work | Stable supply to the line |
When I identify the true bottleneck, I can estimate real output with much more confidence. Without that step, any monthly capacity number is just a guess dressed up as a promise.
How to Assess Air Fryer Factory’s Labor, Shift Structure, and Peak-Season Capacity Stability?
Many factories can look capable in low season. The real test is whether they can hold quality and delivery when labor is tight and demand rises at the same time.
I assess labor capacity by checking headcount by line, skill mix, shift structure, attendance stability, training depth, overtime dependence, and the factory’s recent peak-season performance. A stable factory does not rely on excessive overtime or temporary labor to protect every shipment.

Labor is one of the easiest topics for suppliers to oversimplify. They may say, “We have enough workers,” and move on. I do not stop there. I ask how many workers are assigned to each line, how many are trained for air fryer assembly, how many float between lines, and how many supervisors and QC staff support the process. A line with enough hands but weak skill balance will still struggle.
I also want to know how the factory runs shifts. Does the claimed capacity depend on one normal shift, two normal shifts, or a long overtime pattern? I prefer stable capacity under normal shifts because that is repeatable. If the supplier says it can hit the target only by pushing workers late every day, I see delivery risk and quality risk at the same time. Fatigue shows up in wiring errors, cosmetic defects, missed labels, and weaker final inspection.9
Peak season is where this becomes very real. Air fryer demand can rise quickly around promotion periods and holiday planning cycles.10 At that point, factories compete for labor, key parts, and test resources all at once. I ask what happened in the last peak season. Did attendance drop? Did new workers join? How long did training take before they reached standard speed? In our own factory planning, we know that a new operator standing on a line is not the same as a trained operator releasing stable good units. The learning curve matters.
I also ask about turnover and absenteeism. A factory does not need perfect numbers, but it should know whether its workforce is stable. If team leaders keep changing or if many workers are temporary, then claimed capacity may exist only on paper. I prefer factories that show a clear labor plan, not factories that answer only with a big total headcount.
This framework helps me judge labor stability:
| Labor factor | What I ask | What I want to hear |
|---|---|---|
| Headcount by line | Workers assigned to similar models | Enough people for real pace |
| Skill mix | New vs trained operators | Core team is experienced |
| Shift structure | Normal shifts vs heavy overtime | Capacity works under normal shifts |
| Attendance | Stability in recent months | Low disruption to line flow |
| Peak-season plan | How demand spikes are handled | Extra capacity with process control |
| Training time | Time to qualify new operators | Clear and realistic ramp-up |
| QC support | QC staff per line or per shift | Quality gate grows with output |
A strong labor story is not about the biggest number. It is about whether the factory can keep pace, quality, and schedule at the same time. That is what buyers should care about when they hear “high capacity.”
What Tooling, Component Supply, and OEM Changeovers Reveal About True Scalability?
Some factories can build a standard model well. That does not always mean they can scale an OEM air fryer project with custom parts, packaging, and rolling changes.
True scalability shows up in tooling readiness, supplier control for key parts, engineering change management, and the speed and discipline of OEM changeovers. A scalable air fryer factory can absorb product variation without letting output, quality, or lead time collapse.

I have learned that scalability is not just “more lines.” It is the ability to increase output while managing product complexity. This matters a lot in air fryer OEM work because changes in color, control panel, plug type, basket finish, heating setup, carton design, and insert structure11 can all touch production. A supplier may run one standard model very well and still struggle badly when a buyer asks for a custom version.
I begin with tooling. I ask which parts are from private molds, which are shared molds, and whether the mold status is stable. If the factory depends on outside tools it cannot control well, schedule risk rises. I also ask how many tooling sets support similar models12. A single tool path may limit expansion even if assembly lines are free.
Then I move to components. Air fryers depend on a chain of parts that each carry their own lead time and risk. Heating elements, thermostats or control systems, fans, baskets, coatings, plastic housings, power cords, and packaging can all slow scale-up. A factory that talks only about assembly output but cannot explain supply protection for critical parts is not showing true capacity. In our own order management, component readiness often decides whether a launch goes smoothly13 or becomes a fire-fighting exercise.
OEM changeovers are another strong signal. I ask how long it takes to switch a line from one SKU to another, what setup tasks are needed, and how the first pieces are validated after changeover. A capable factory knows this process well. It has line clearance steps, material checks, sample confirmation, and clear approval14 before full production resumes. A weak factory treats changeover as a casual event. That usually creates mixed materials, wrong labels, and unstable output in the first hours after switching.
I also check whether engineering changes are controlled. If a supplier says, “No problem, we can change it anytime,” I do not relax. I ask how the change enters the system, how old materials are blocked, and how the line gets the updated work instruction. True scalability depends on this discipline.
These are the main signals I watch:
| Area | What it reveals | Warning sign |
|---|---|---|
| Tooling readiness | Whether the product can scale physically | Tooling status is vague |
| Key component supply | Whether output can continue smoothly | Critical parts depend on one weak source |
| Packaging readiness | Whether finished goods can ship on time | Boxes and inserts lag behind assembly |
| Changeover time | How flexible the line really is | Long switch time with weak controls |
| First-piece validation | Whether output stays correct after change | No formal restart check |
| Engineering change control | Whether OEM updates are managed | Verbal changes only |
A factory that scales well can explain not only how it produces more, but also how it keeps control while producing more. That is the difference between volume and real capacity.
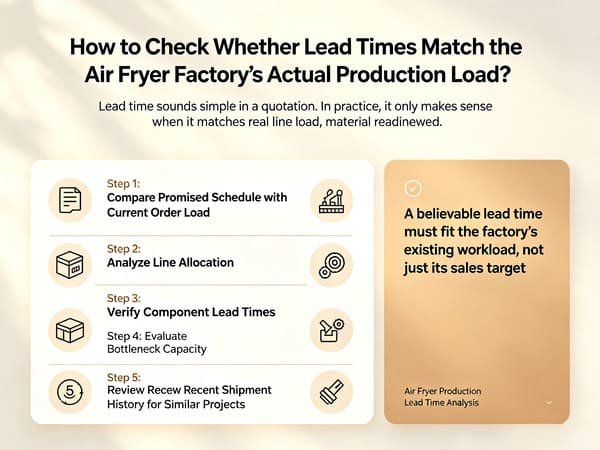
How to Check Whether Lead Times Match the Air Fryer Factory’s Actual Production Load?
Lead time sounds simple in a quotation. In practice, it only makes sense when it matches real line load, material readiness, and testing capacity.
To check whether lead times are real, I compare the promised schedule with current order load, line allocation, component lead times, bottleneck capacity, and recent shipment history for similar air fryer projects. A believable lead time must fit the factory’s existing workload, not just its sales target.
I never read lead time as a stand-alone promise. I read it as a production claim that must be supported by the factory’s calendar. If a supplier offers 25 days for a large OEM order, I want to know what is already running on the same lines, what materials are already booked, and how much testing capacity is free. Without that context, the lead time is only a number chosen to win the order.
The first thing I ask is what similar models are currently in production and how many lines are already loaded. If the supplier says it has high capacity but cannot show current production allocation, I worry. A factory can be good and still be full.15 Buyers need to know the difference. I also ask when the long-lead components can arrive. A line may be free, but if heating elements, control boards, baskets, or packaging are late, assembly does not start on time.
Then I compare the promised lead time with recent performance. I want shipment records or at least internal production records for similar models over the last few months. I look for consistency. If the factory usually takes 40 to 45 days on similar orders and now promises 25, I want a clear reason.16 Maybe materials are standard and ready. Maybe packaging is simple. Maybe the order falls in a lighter period. A real factory can explain why the new schedule works.
I also ask how the lead time is built. Does it include sample approval, artwork approval, raw material booking, pilot run, mass production, inspection, and loading? Or is it only factory assembly days? In our order tracking, many delays come from unclear boundaries. One side counts from deposit. The other counts from artwork approval. One side includes carton printing. The other does not. A believable schedule has clear start and finish points.
This is the lead-time check I use:
| Lead-time factor | What I compare | Why it matters |
|---|---|---|
| Current line load | Running orders on the same resources | Shows whether capacity is already occupied |
| Component readiness | Arrival dates of key parts | Prevents empty schedule promises |
| Bottleneck capacity | Testing, burn-in, inspection limits | Protects the end of the plan |
| Similar order history | Recent actual delivery patterns | Shows whether the promise is normal |
| Milestone definition | Deposit, artwork, pilot, QC, loading | Prevents hidden schedule gaps |
| Buffer | Room for rework or supply delay | Shows whether the plan is realistic |
A trustworthy lead time feels boring in a good way.17 It is clear, supported, and realistic. An untrustworthy one sounds fast but floats without production logic underneath.
Which Factory Audit and In-Process QC Signals Confirm Repeatable Air Fryer Output?
A factory can hit output once. I care more about whether it can hit output again and again without quality breaking down under pressure.
Repeatable air fryer output is confirmed by in-process QC discipline, first-pass yield, rework control, downtime tracking, audit findings, and daily production records that stay stable over time. Capacity is real only when quality stays controlled while volume is running.

I have seen factories produce a strong sample batch and then struggle in mass production. That is why I look for repeatability, not just one good day. Repeatable output comes from process control.18 In air fryer production, that means the factory can hold pace and quality through assembly, electrical safety checks, functional testing, inspection, and packing without losing control.
I start with first-pass yield. I ask how many units pass key tests the first time without rework. This number tells me far more than a total output number. A factory may claim high volume, but if too many units fail first-pass testing, then real capacity is lower than it looks. Rework also ties up labor, benches, and supervisors. That slows the next batch too.
Downtime is another important signal.19 I ask whether the factory tracks machine downtime, test-station downtime, missing-material delays, and quality holds. A serious factory usually records these interruptions because they affect delivery and planning. A weak supplier often has no clean downtime data, which tells me the process may be managed by feel rather than by control.
In-process QC matters just as much. I want to know where checks happen, not only whether final inspection exists. For air fryers, I look for in-line checks on wiring, assembly correctness, heating-related fit, cosmetic condition, labeling, and function. If defects are found only at the end, output may still move, but repeatability is weak. In our own quality control work, the earlier a problem is caught, the more stable capacity becomes.
I also value factory audits, but I read them carefully. A useful audit should show process discipline, traceability, calibration control, work instruction control, material segregation, and corrective action follow-up. I do not treat a generic “passed audit” statement as enough. I want to know what was audited and what the findings were.
These are the signals I trust most:
| QC or audit signal | What it confirms | What makes me cautious |
|---|---|---|
| First-pass yield | Whether good output is stable | Low pass rate hidden by rework |
| Rework rate | How much capacity is being lost | Rework not tracked clearly |
| Downtime records | Whether disruptions are controlled | “No data” answers |
| In-process QC points | Whether defects are caught early | Final inspection only |
| Work instructions | Whether lines run consistently | Verbal methods only |
| Audit findings | Whether systems work in practice | Audit summary without details |
| Daily production logs | Whether output stays stable | One-off peak numbers only |
Repeatable output is the real goal. A factory that can only produce well when everything goes perfectly is not a reliable capacity partner. I trust factories that can show stable records, controlled QC, and honest visibility into their losses. That is what makes a delivery promise believable.
Conclusion
I trust bottleneck-adjusted good-unit capacity, not marketing volume. When line speed, yield, labor, testing, and supply all match the schedule, a factory’s capacity is real.
FAQ
What is the best way to judge an air fryer factory’s real production capacity?
I start with the required delivery schedule and calculate the takt time needed to meet it. Then I compare that target with the real bottleneck cycle time, good units per shift, first-pass yield, and recent production records for similar air fryer models. That tells me far more than the supplier’s monthly claim.
Why is bottleneck cycle time more important than claimed monthly output?
The bottleneck sets the real pace of production. A factory may have many workers and long assembly lines, but if the slowest process step cannot keep up, the whole output is limited. In air fryer production, that slowest step is often testing, burn-in, wiring, or final inspection.
Should I check gross assembled units or good units per shift?
I always check good units per shift. Gross output can look high, but it may include units waiting for rework or units that failed testing. Good units are the only units that can actually support shipment and delivery performance.
What records should I ask for when checking factory capacity?
I ask for daily output records from the last 30 days for similar SKUs, line layout by station, cycle times, shift schedules, headcount by line, first-pass yield, rework rate, downtime data, and recent shipment records. These records help me compare the supplier’s claim with the real operating pattern.
How do I know if a factory’s capacity depends too much on overtime?
I ask whether the claimed output is based on normal shifts or heavy overtime. If the number only works with long overtime every day, I see more risk in both quality and delivery. Stable factories should be able to explain what they can achieve under normal shift conditions.
Why do tooling and component supply matter when evaluating scalability?
A factory may have enough assembly space but still be blocked by molds, heating elements, control boards, baskets, or packaging. Real scalability depends on whether the factory can keep those key inputs stable while output grows. Without that, claimed capacity can fail very quickly.
How can I check if the promised lead time is realistic?
I compare the quoted lead time with the factory’s current production load, available line allocation, critical component lead times, bottleneck testing capacity, and recent delivery history for similar projects. A real lead time must fit the factory’s actual workload, not just the sales target.
Which QC signals show that an air fryer factory can produce repeatably?
I focus on first-pass yield, rework rate, downtime control, in-process QC checkpoints, daily production logs, and useful audit findings. These show whether the factory can hold both output and quality over time instead of producing one good batch by chance.
-
"Takt time – Wikipedia", https://en.wikipedia.org/wiki/Takt_time. This source explains the concept of takt time as the production pace required to meet customer demand within a given timeframe. Evidence role: definition; source type: education. Supports: Takt time is the pace needed to finish the order on time.. ↩
-
"Takt Time vs Cycle Time in Lean Manufacturing. A Complete Guide.", https://www.6sigma.us/manufacturing/takt-time-vs-cycle-time/. This source discusses how bottlenecks in production lines can affect the ability to meet takt time targets. Evidence role: mechanism; source type: research. Supports: A bottleneck station with a slower cycle time than the takt target can prevent the factory from meeting the required pace unless capacity is increased.. Scope note: The source may provide general insights but might not address air fryer production specifically. ↩
-
"What is gross output by industry and how does it differ from gross …", https://www.bea.gov/help/faq/1197. This source highlights the importance of distinguishing between gross output and good units in manufacturing to assess true production capacity. Evidence role: mechanism; source type: education. Supports: Comparing gross assembled units with good units that passed testing and inspection is critical to understanding usable production capacity.. Scope note: The source may not specifically address air fryer production but provides general manufacturing insights. ↩
-
"Sustainable Manufacturing | US EPA", https://www.epa.gov/sustainability/sustainable-manufacturing. This source explains how short-term production bursts differ from sustainable long-term output in manufacturing. Evidence role: mechanism; source type: research. Supports: Short-term production bursts do not guarantee the ability to sustain the same pace over an entire order.. Scope note: The source may provide general principles but might not include specific examples of air fryer production. ↩
-
"Can Specialized Industrial Wiring Boost Manufacturing Efficiency?", https://www.re-thinkingthefuture.com/technologies/gp4397-can-specialized-industrial-wiring-boost-manufacturing-efficiency/. This source supports the assertion that poor wiring practices can lead to production delays and increased defect rates in manufacturing. Evidence role: mechanism; source type: research. Supports: Bad wiring creates both speed loss and defect risk in air fryer production.. Scope note: The source may discuss wiring issues in general manufacturing rather than air fryer production specifically. ↩
-
"Air Fryers and Food Safety", http://www.fsis.usda.gov/food-safety/safe-food-handling-and-preparation/food-safety-basics/air-fryers-and-food-safety. This source supports the claim that air fryer testing must confirm heating response, safety behavior, and control function, which are critical for product performance and safety. Evidence role: expert_consensus; source type: education. Supports: Functional testing and burn-in are critical for confirming heating response, safety behavior, and control function in air fryers.. Scope note: The source may not specifically address air fryers but should discuss similar consumer electronics testing. ↩
-
"How optimal allocation of limited testing capacity changes epidemic …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8785410/. This source supports the claim that limited testing capacity can constrain overall production output, even when assembly speed is high. Evidence role: mechanism; source type: institution. Supports: Limited testing capacity can constrain overall production output, even when assembly speed is high.. Scope note: The source may not focus on air fryer production but should address similar manufacturing scenarios. ↩
-
"Bottlenecks, Shortages, and Soaring Prices in the U.S. Economy", https://www.federalreserve.gov/econres/notes/feds-notes/bottlenecks-shortages-and-soaring-prices-in-the-us-economy-20220624.html. This source supports the idea that bottlenecks in manufacturing can shift due to changes in product design, workforce composition, or customer demands. Evidence role: mechanism; source type: education. Supports: Real bottlenecks in manufacturing move when product structure, labor mix, or customer requirements change.. Scope note: The source may provide general insights into bottleneck dynamics rather than specific examples from air fryer production. ↩
-
"Work-related fatigue: A hazard for workers experiencing … – PMC – NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC9325913/. Fatigue in manufacturing environments has been linked to increased error rates and quality issues, particularly in tasks requiring precision and attention to detail. Evidence role: mechanism; source type: research. Supports: Fatigue in workers leads to specific quality issues such as wiring errors, cosmetic defects, and weaker inspections.. Scope note: The specific examples of wiring errors and cosmetic defects may vary by industry. ↩
-
"The Lingering Impact of Promotional Price Cuts", https://www.gsb.stanford.edu/insights/lingering-impact-promotional-price-cuts. Seasonal demand spikes for consumer electronics, including kitchen appliances, are well-documented during promotional and holiday periods. Evidence role: statistic; source type: research. Supports: Air fryer demand increases significantly during promotional and holiday periods.. Scope note: The claim is generalized and may not apply to all regions or product categories. ↩
-
"[PDF] Reasons for Change Propagation: a case study in an automotive OEM", https://open.clemson.edu/cgi/viewcontent.cgi?article=1003&context=cedar_pubs. This source supports the claim that these specific factors can significantly impact production processes in OEM manufacturing. Evidence role: mechanism; source type: education. Supports: Changes in these product attributes can significantly affect production in air fryer OEM work.. Scope note: The source may focus on general manufacturing challenges rather than air fryer-specific issues. ↩
-
"Effective Strategies for Scaling Manufacturing Operations", https://www.rfgen.com/blog/scaling-manufacturing/. This source explains how the number of tooling sets can influence production scalability and scheduling risks. Evidence role: mechanism; source type: research. Supports: The number of tooling sets supporting similar models affects scalability and schedule risk.. Scope note: The source may not specifically address air fryer manufacturing. ↩
-
"Manufacturing readiness level – Wikipedia", https://en.wikipedia.org/wiki/Manufacturing_readiness_level. This source supports the idea that component availability is critical to the success of product launches in manufacturing. Evidence role: mechanism; source type: institution. Supports: Component readiness is a key factor in determining the success of a product launch.. Scope note: The source may discuss general manufacturing rather than air fryer-specific cases. ↩
-
"Reduce Changeover Time: Strategies for Manufacturing Efficiency", https://www.6sigma.us/manufacturing/reduce-changeover-time/. This source explains the importance of structured changeover processes in maintaining production quality. Evidence role: mechanism; source type: education. Supports: Structured changeover processes are essential for maintaining production quality during SKU switches.. Scope note: The source may not specifically address air fryer manufacturing. ↩
-
"(PDF) Capacity Utilization and Wait Time: A Primer for Construction", https://www.academia.edu/26733050/Capacity_Utilization_and_Wait_Time_A_Primer_for_Construction. This source explains how high factory capacity utilization can coexist with production delays, emphasizing the importance of understanding resource allocation. Evidence role: mechanism; source type: education. Supports: Even a well-performing factory can experience delays if its production lines are fully occupied.. ↩
-
"Why Focusing on Lead Time—Not Just Efficiency—Drives Success", https://interpro.wisc.edu/lead-time-drives-manufacturing-success/. This source discusses factors that can lead to significant changes in production lead times, such as material availability and seasonal demand fluctuations. Evidence role: mechanism; source type: research. Supports: A factory’s lead time can vary significantly based on factors like material readiness and seasonal demand.. Scope note: The source may not address specific lead-time reductions for the exact product type mentioned. ↩
-
"What is Production Scheduling? | C3 AI Glossary", https://c3.ai/glossary/production-scheduling/. This source explains the characteristics of reliable production schedules, including consistency and transparency. Evidence role: definition; source type: encyclopedia. Supports: Reliable lead times are characterized by consistency and transparency, making them predictable and trustworthy.. Scope note: The source may not directly address the subjective perception of ‘boring’ lead times. ↩
-
"Process Control in Lean Six Sigma. Techniques & Implementation", https://www.6sigma.us/process-improvement/process-control-lean-six-sigma/. This source explains how process control contributes to consistent manufacturing output, emphasizing its role in maintaining quality and pace during production. Evidence role: mechanism; source type: education. Supports: Repeatable output comes from process control.. ↩
-
"Machine Downtime Tracking and Reporting", https://www.vorne.com/learn/downtime/machine-downtime-tracking-and-reporting/. This source discusses how tracking downtime in manufacturing processes helps identify inefficiencies and improve planning. Evidence role: mechanism; source type: research. Supports: Downtime tracking is crucial for identifying inefficiencies and improving factory planning.. ↩